
 Las modernas tecnologías de convección se fabrican desde hace más de 20 años.El sistema de convección realmente bueno se desarrolló de forma accidental.Se utilizó el famoso horno de calentamiento por radiación de Tamglass Engineering, HTF y se le agregó alta convección.El horno recibió el nombre “CONVAIR”, proveniente de las palabras CONvección e IRradiación.
Las modernas tecnologías de convección se fabrican desde hace más de 20 años.El sistema de convección realmente bueno se desarrolló de forma accidental.Se utilizó el famoso horno de calentamiento por radiación de Tamglass Engineering, HTF y se le agregó alta convección.El horno recibió el nombre “CONVAIR”, proveniente de las palabras CONvección e IRradiación.
Tenía casi todo correcto, pero como 3 falencias, todas ellas de diferentes sectores empresariales.
1. El defecto técnico fue que no tenía un sistema de calefacción MATRIX real.CONVAIR, sin embargo, tenía un perfil de calentamiento muy bueno en todo el ancho del horno.
2. El costo de la convección fue muy alto debido a la gran cantidad de material costoso y mucha mano de obra necesaria para la fabricación.
3. La patente se solicitó para un tema que sólo era costoso de fabricar, pero no era el motivo de una convección excelente y eficaz.La empresa debería haber patentado cómo calentar el aire por convección.Esta patente por sí sola le habría dado a CONVAIR 20 años de derecho exclusivo para suministrar esta tecnología superior, hasta el día de hoy.Y desarrollar formas más económicas de realizar este excelente proceso.Ahora los competidores pudieron empezar a desarrollar el mismo proceso de forma más económica.
Desde 1996 se han producido muchos desarrollos, errores e inventos. Un avance interesante fue intentar mejorar el rendimiento duplicando el flujo de aire por convección.Este ejercicio no aportó ningún beneficio adicional al desempeño de CONVAIR.También hubo algunos otros cambios que han afectado este fallo.
En la reducción de costos, la convección tipo "caja" ha reducido la costosa cantidad de material de acero resistente al calor y también los costos de fabricación.Fue patentado por Feracitas a principios del año 2000.
Hasta ahora, el flujo de aire de retorno por convección tiene una precisión limitada para controlar el proceso de convección con precisión.Además, la eficiencia de la convección se reduce por el mismo motivo.Esto sucedió muy poco en CONVAIR.La razón fue que en las cajas de boquillas, calentadores, placas de radiación y termopares CONVAIR la distancia CC es de sólo 120 mm.El aire de retorno regresaba a los sopladores situados entre las cajas de boquillas.Por lo tanto, el flujo de aire de retorno tuvo mala influencia sólo en menos de 60 mm de ancho.Pero principalmente esto encareció este diseño.
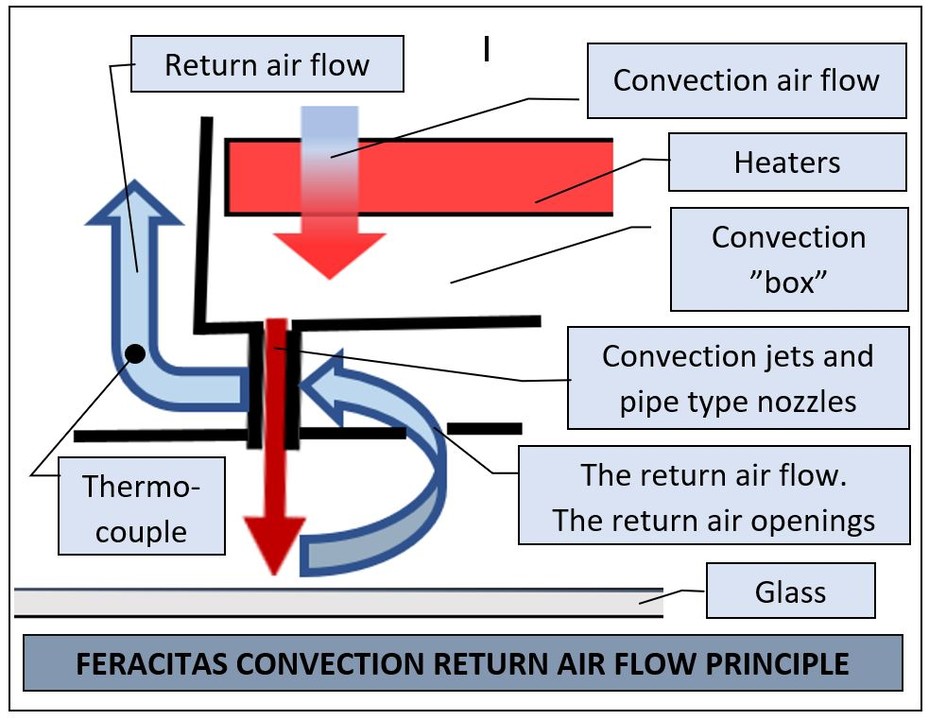
En las tecnologías más nuevas y actuales, los chorros de convección soplan en el flujo de aire de retorno.Esto significa que los termopares leen la temperatura de estos 2 flujos de aire mezclados.Además, la temperatura general del horno en la ubicación de cada matriz y la influencia de los calentadores pueden afectar las lecturas del termopar.El flujo de aire de retorno puro de los calentadores de cada matriz indicaría mejor la temperatura del vidrio en cada matriz.
La segunda inexactitud del control de la calefacción se debe al hecho de que los chorros de convección no llegan al vidrio a la temperatura deseada por la misma razón;Los chorros se mezclan con el flujo de aire de retorno.
El tercer inconveniente es la reducción de la velocidad de calentamiento.La velocidad de los chorros de convección disminuye con el flujo de aire de retorno.Esto reduce notablemente la velocidad de calentamiento.
En muchos sistemas de convección, el flujo de aire horizontal entre las boquillas y el vidrio cambia de un lugar a otro.A menudo, el flujo de aire de retorno es 0 en la línea central del horno y más alto en los lados del horno.Por lo tanto, el efecto del flujo de aire de retorno cambia de una ubicación (matriz) del horno a otra.Esto complica la situación.
Feracitas cuenta con una tecnología patentada que elimina el flujo de aire de retorno entre las boquillas y el vidrio.El flujo de aire de retorno horizontal está dispuesto por encima de los puntos de escape de las boquillas de tubería, entre las boquillas de tubería.Esto permite medir la temperatura del flujo de aire de retorno puro, matriz por matriz y afectada por cualquier otra temperatura.Por lo tanto, la detección de la temperatura del vidrio también es muy precisa.Esto es muy importante, especialmente cuando se trata de vidrio templado de alta calidad, porque el vidrio no debe sobrecalentarse.
Cuando se utiliza este sistema, la salida del vidrio del horno al templado puede iniciarse mediante la temperatura del flujo de aire de retorno, que está interconectada de manera muy precisa con la temperatura del vidrio en el horno, matriz por matriz.Se puede eliminar el parámetro de control del tiempo de calentamiento, haciendo mucho más fácil el funcionamiento, prácticamente automático.También reduce la rotura del vidrio, causada por un vidrio demasiado frío en la sección de templado.Si, al final del tiempo de calentamiento, parte del flujo de aire de retorno de la(s) matriz(es) está más frío que en otras áreas, esto significa que el vidrio también está más frío en el mismo lugar.En este caso el calentamiento del aire por convección se puede continuar con 1 o más oscilaciones en esas matrices.De esta forma se puede eliminar la salida de vidrios demasiado fríos al templado y reducir las roturas.
También está muy claro que una medición más precisa de la temperatura del vidrio aumenta la calidad del mismo.Como todo, también la velocidad de los sopladores de aire por convección, se inicia con la temperatura promedio del horno, el proceso de convección es muy repetitivo de una carga a otra.Todos los lotes de vidrio tienen un formato muy similar, de forma automática, según la receta para cada tipo de vidrio y espesor.
Hora de publicación: 28-dic-2020