
 最新の対流技術は 20 年以上にわたって製造されてきました。実際の非常に優れた対流システムは、ある種の偶然によって開発されました。タムグラスエンジニアリングの有名な輻射加熱炉HTFを使用し、それに高対流を加えました。炉の名前は、CONvection(対流)とIRradiation(照射)を組み合わせて「CONVAIR」と名付けられました。
最新の対流技術は 20 年以上にわたって製造されてきました。実際の非常に優れた対流システムは、ある種の偶然によって開発されました。タムグラスエンジニアリングの有名な輻射加熱炉HTFを使用し、それに高対流を加えました。炉の名前は、CONvection(対流)とIRradiation(照射)を組み合わせて「CONVAIR」と名付けられました。
ほぼすべてが正しかったのですが、3 つの欠点があり、それらはすべて異なるビジネス分野でした。
1. 技術的な欠点は、本物の MATRIX 加熱システムを備えていないことでした。しかしながら、CONVAIR は炉幅全体にわたって非常に良好な加熱プロファイルを示しました。
2. 大量の高価な材料と製造に多くの労力が必要となるため、対流のコストは非常に高かった。
3. この特許は製造コストがかかるだけで、優れた効果的な対流を実現する理由ではありませんでした。同社は対流空気を加熱する方法の特許を取得すべきだった。この特許だけでも、CONVAIR にはこの優れた技術を現在に至るまで 20 年間独占的に供給できる権利が与えられていたことになります。そして、この優れたプロセスをより安価に実現する方法を開発してください。現在、競合他社はより安価な方法で同じプロセスの開発を開始できるようになりました。
1996 年以来、多くの開発、間違い、そして発明が行われてきました。興味深い開発の 1 つは、対流空気の流れを 2 倍にすることで性能を向上させようとすることでした。この演習では、CONVAIR のパフォーマンスに何の特別な効果ももたらしませんでした。この障害に影響を与えた他の変更もいくつかありました。
コスト削減では、「ボックス」タイプの対流により、高価な耐熱鋼材料の量と製造コストも削減されます。これは 2000 年初頭に Feracitas によって特許を取得しました。
これまで、対流戻り空気流の精度は、対流プロセスを正確に制御するには限界がありました。また、正当な理由により対流効率が低下します。これらはCONVAIRではほんの少ししか起こりませんでした。その理由は、CONVAIR のノズルボックス、ヒーター、放熱板、熱電対の CC 距離が 120 mm しかなかったためです。戻り空気はノズル ボックス間のブロワーに戻りました。このように、還気流が悪影響を与えるのは幅60mm以下の範囲のみである。しかし、主にこれがこの設計のコストを高めました。
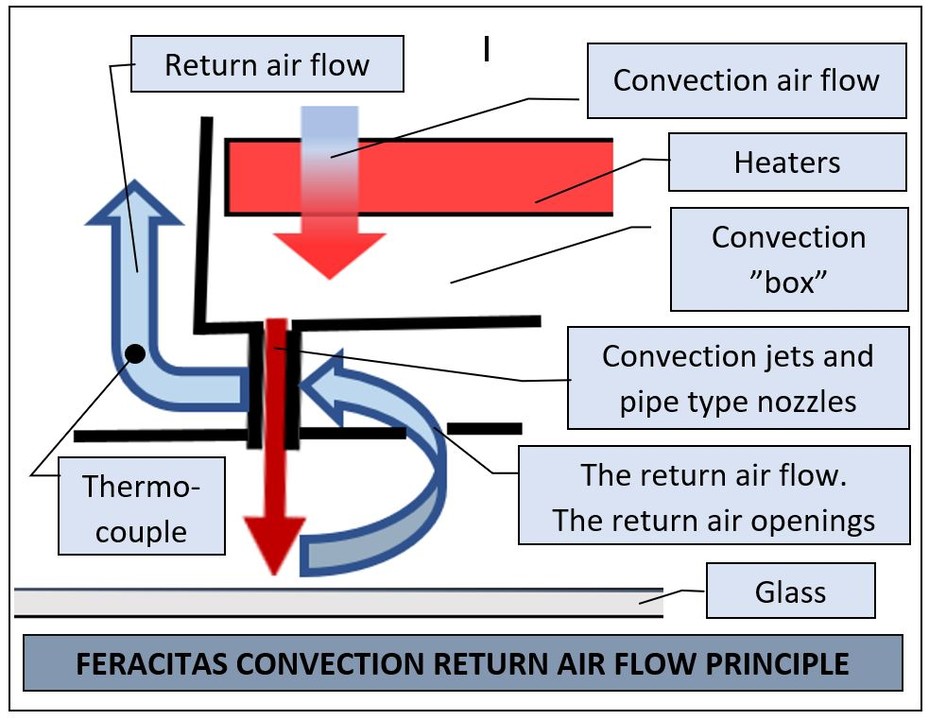
新しい現在の技術では、対流ジェットが還気流に吹き込みます。これは、熱電対がこれら 2 つの混合空気流の温度を読み取ることを意味します。さらに、各マトリックスの位置における炉の一般的な温度とヒーターの影響が、熱電対の測定値に影響を与える可能性があります。各マトリックスのヒーターからの純粋な戻り空気の流れが、各マトリックスのガラス温度を最もよく示します。
加熱制御の 2 番目の不正確さは、同じ理由で対流ジェットが所望の温度でガラスに当たらないという事実によって引き起こされます。ジェットは戻り空気流と混合されます。
3番目の欠点は加熱速度の低下です。対流ジェットの速度は、戻り空気流によって低下します。これにより、加熱速度が著しく低下します。
多くの対流システムでは、ノズルとガラスの間の水平方向の空気の流れが、ある場所から別の場所に変化します。多くの場合、戻り空気流量は炉の中心線で 0 になり、炉の側面で最大になります。したがって、戻り空気流の影響は、炉のある場所 (マトリックス) から別の場所に変化します。これにより、状況はさらに複雑になります。
フェラシタスは、ノズルとガラスの間の戻り空気の流れを排除する特許技術を持っています。水平戻り空気流は、パイプ ノズル間のパイプ ノズル排気点の上に配置されます。これにより、他の温度の影響を受ける純粋な還気流の温度をマトリックスごとに測定できるようになります。したがって、ガラス温度の検出も非常に正確です。ガラスを過熱しないようにする必要があるため、これは特に高品質のガラスを強化する場合に非常に重要です。
このシステムを使用すると、炉から焼き戻しへのガラスの出口は、戻り空気流の温度によって開始され、マトリックスごとに炉内のガラス温度と非常に正確に相互接続されます。加熱時間制御パラメータを省略できるため、操作が大幅に簡単になり、実質的に自動化されます。また、強化セクションでのガラスの冷えすぎによるガラスの破損も軽減します。加熱時間の終わりに、マトリックスの戻り空気流の一部が他の領域よりも冷たい場合、これは同じ場所のガラスもより冷たくなっていることを意味します。この場合、対流空気の加熱は、それらのマトリックス内で 1 回以上の振動を継続することができます。このようにして、冷えすぎたガラスが焼き戻しに入ることがなくなり、破損が減少します。
また、より正確なガラス温度測定がガラスの品質を向上させることも非常に明らかです。対流送風機の速度も含め、すべてが炉の平均温度によって開始されるため、対流プロセスはある負荷から別の負荷へと非常に反復的に行われます。すべてのガラスのバッチは、各ガラスの種類と厚さのレシピに従って、自動的に非常に類似したものになります。
投稿時間: 2020 年 12 月 28 日