
 Le moderne tecnologie di convezione vengono prodotte ormai da oltre 20 anni.Il vero ottimo sistema di convezione è stato sviluppato quasi per caso.Stava utilizzando il famoso forno di riscaldamento a radiazione di Tamglass Engineering, HTF e aggiungendovi un'elevata convezione.Il forno è stato chiamato “CONVAIR”, dalle parole CONvezione e IRradiazione.
Le moderne tecnologie di convezione vengono prodotte ormai da oltre 20 anni.Il vero ottimo sistema di convezione è stato sviluppato quasi per caso.Stava utilizzando il famoso forno di riscaldamento a radiazione di Tamglass Engineering, HTF e aggiungendovi un'elevata convezione.Il forno è stato chiamato “CONVAIR”, dalle parole CONvezione e IRradiazione.
Aveva quasi tutto corretto, ma una specie di 3 difetti, tutti di diversi settori di attività.
1. Il difetto tecnico era che non aveva un vero sistema di riscaldamento MATRIX.CONVAIR aveva, tuttavia, un ottimo profilo di riscaldamento su tutta la larghezza del forno.
2. Il costo della convezione era molto elevato a causa della grande quantità di materiale costoso e della grande manodopera necessaria per la fabbricazione.
3. Il brevetto è stato richiesto per un argomento che era solo costoso da produrre, ma non era la ragione per una convezione eccellente ed efficace.L'azienda avrebbe dovuto brevettare il modo in cui riscaldare l'aria di convezione.Questo brevetto da solo avrebbe dato a CONVAIR 20 anni di diritto esclusivo di fornire questa tecnologia superiore, fino ad oggi.E sviluppare modi più economici per realizzare questo eccellente processo.Ora i concorrenti potevano iniziare a sviluppare lo stesso processo in modo più economico.
Dal 1996 si sono verificati molti sviluppi, errori e anche invenzioni. Uno sviluppo interessante è stato provare a migliorare le prestazioni raddoppiando il flusso d'aria di convezione.Questo esercizio non ha apportato alcun miglioramento alle prestazioni CONVAIR.Ci sono stati anche altri cambiamenti che hanno influito su questo fallimento.
In termini di riduzione dei costi, la convezione di tipo “box” ha ridotto la quantità di materiali in acciaio resistenti al caldo e i costi di fabbricazione.Questo è stato brevettato da Feracitas all'inizio del 2000.
Fino ad ora il flusso d'aria di ritorno per convezione ha una precisione limitata per controllare con precisione il processo di convezione.Inoltre, l’efficienza della convezione è ridotta per un sensato motivo.Ciò è avvenuto in CONVAIR solo molto poco.Il motivo era che nelle scatole ugelli CONVAIR, riscaldatori, piastre radianti e termocoppie la distanza CC è di soli 120 mm.L'aria di ritorno tornava ai ventilatori tra le scatole degli ugelli.Pertanto, il flusso d'aria di ritorno ha avuto un'influenza negativa solo con una larghezza inferiore a 60 mm.Ma soprattutto questo ha reso questo progetto costoso.
Nelle tecnologie più recenti e attuali i getti di convezione soffiano nel flusso d'aria di ritorno.Ciò significa che le termocoppie leggono la temperatura di questi 2 flussi d'aria miscelati.Inoltre, la temperatura generale del forno nella posizione di ciascuna matrice e l'influenza dei riscaldatori possono influenzare le letture della termocoppia.Il flusso d'aria di ritorno puro dai riscaldatori di ciascuna matrice indicherebbe meglio la temperatura del vetro in ciascuna matrice.
La seconda imprecisione nella regolazione del riscaldamento è causata dal fatto che, per lo stesso motivo, i getti convettivi non colpiscono il vetro alla temperatura desiderata;i getti vengono miscelati con il flusso d'aria di ritorno.
Il terzo difetto è la ridotta velocità di riscaldamento.La velocità dei getti di convezione viene ridotta dal flusso d'aria di ritorno.Ciò riduce notevolmente la velocità di riscaldamento.
In molti sistemi a convezione il flusso d'aria orizzontale tra gli ugelli e il vetro cambia da un punto all'altro.Spesso il flusso d'aria di ritorno è pari a 0 al centro del forno e massimo ai lati del forno.Pertanto, l'effetto del flusso d'aria di ritorno cambia da una posizione (matrice) del forno a un'altra.Ciò rende la situazione più complicata.
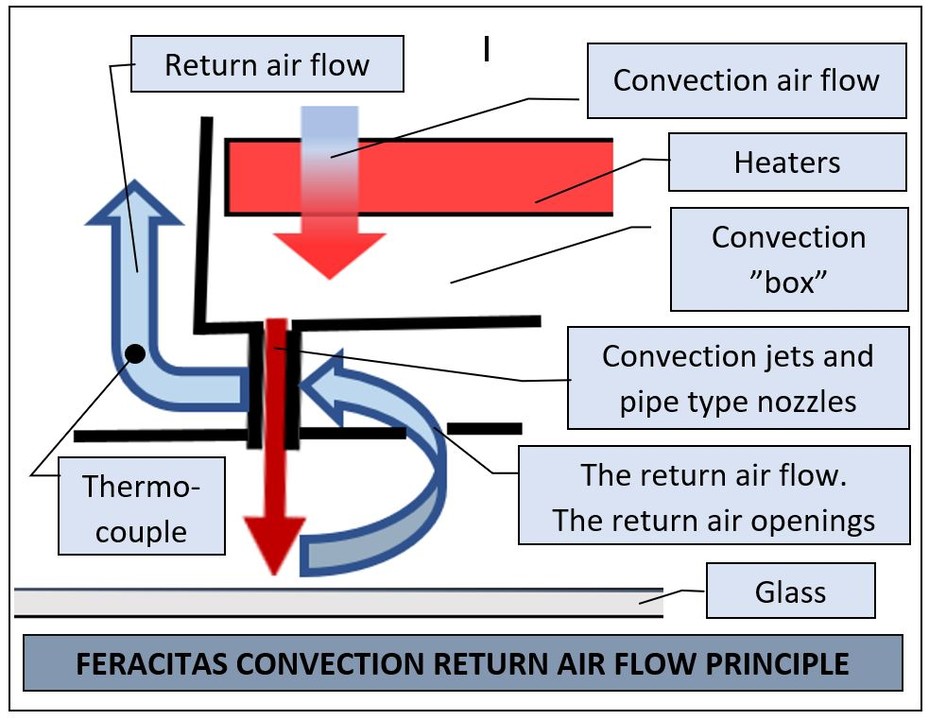
Feracitas dispone di una tecnologia brevettata che elimina il flusso d'aria di ritorno tra gli ugelli e il vetro.Il flusso d'aria di ritorno orizzontale è disposto sopra i punti di scarico degli ugelli del tubo tra gli ugelli del tubo.Ciò consente di misurare la temperatura del flusso d'aria di ritorno puro, matrice per matrice e influenzata da qualsiasi altra temperatura.Pertanto anche il rilevamento della temperatura del vetro è molto accurato.Questo è molto importante soprattutto quando il vetro temperato di alta qualità, perché il vetro non deve essere surriscaldato.
Quando viene utilizzato questo sistema, l'uscita del vetro dal forno alla tempra può essere avviata dalla temperatura del flusso d'aria di ritorno, che è interconnessa in modo molto accurato con la temperatura del vetro nel forno, matrice per matrice.È possibile eliminare il parametro di controllo del tempo di riscaldamento, rendendo il funzionamento molto più semplice, praticamente automatico.Riduce inoltre la rottura del vetro, causata dal vetro troppo freddo nella sezione di tempera.Se, durante la fine del periodo di riscaldamento, parte del flusso d'aria di ritorno della matrice o delle matrici è più fredda che in altre aree, significa che anche il vetro è più freddo nella stessa posizione.In questo caso il riscaldamento dell'aria di convezione può essere continuato per 1 o più oscillazioni in quelle matrici.In questo modo si può eliminare l'uscita di vetri troppo freddi dalla tempera e ridurne le rotture.
È anche molto chiaro che una misurazione più accurata della temperatura del vetro aumenta la qualità del vetro.Poiché tutto, anche la velocità dei ventilatori di convezione, viene avviato dalla temperatura media del forno, il processo di convezione è molto ripetitivo da un carico all'altro.Tutti i lotti di vetro sono molto simili, automaticamente, secondo la ricetta per ogni tipo e spessore di vetro.
Orario di pubblicazione: 28 dicembre 2020