
 Moderne konvekcijske tehnologije proizvode se već više od 20 godina.Pravi vrlo dobar konvekcijski sustav razvijen je nekako slučajno.Radilo se o korištenju poznate peći za grijanje zračenjem tvrtke Tamglass Engineering, HTF i dodavanju visoke konvekcije u to.Peć je nazvana "CONVAIR", što dolazi od riječi CONvection i IRradiation.
Moderne konvekcijske tehnologije proizvode se već više od 20 godina.Pravi vrlo dobar konvekcijski sustav razvijen je nekako slučajno.Radilo se o korištenju poznate peći za grijanje zračenjem tvrtke Tamglass Engineering, HTF i dodavanju visoke konvekcije u to.Peć je nazvana "CONVAIR", što dolazi od riječi CONvection i IRradiation.
Imao je gotovo sve ispravno, ali neka 3 nedostatka, svi su pripadali različitim poslovnim sektorima.
1. Tehnički nedostatak je bio što nije imao pravi MATRIX sustav grijanja.Međutim, CONVAIR je imao vrlo dobar profil grijanja po cijeloj širini peći.
2. Trošak konvekcije bio je vrlo visok zbog velike količine skupog materijala i mnogo rada potrebnog za izradu.
3. Patent je prijavljen za predmet čija je proizvodnja samo bila skupa, ali nije bio razlog izvrsne i učinkovite konvekcije.Tvrtka je trebala patentirati kako grijati konvekcijski zrak.Sam ovaj patent dao bi CONVAIR-u 20 godina ekskluzivnog prava na isporuku ove vrhunske tehnologije, do ovih dana.I razvijte jeftinije načine za izradu ovog izvrsnog procesa.Sada su konkurenti mogli početi razvijati isti proces na jeftiniji način.
Puno razvoja, pogrešaka i izuma dogodilo se od 1996. Jedan zanimljiv razvoj bio je pokušaj poboljšanja performansi udvostručenjem konvekcijskog protoka zraka.Ova vježba nije donijela nikakav dodatni učinak CONVAIR-u.Bilo je i nekih drugih promjena, koje su utjecale na ovaj neuspjeh.
U smanjenju troškova, konvekcija "kutijastog" tipa također je smanjila količinu materijala skupog čelika otpornog na vruće, kao i troškove proizvodnje.Ovo je patentirao Feracitas početkom 2000.
Do sada je konvekcijski povratni protok zraka imao ograničenu točnost za preciznu kontrolu procesa konvekcije.Također, učinkovitost konvekcije je smanjena iz zdravog razloga.To se u CONVAIR-u dogodilo vrlo malo.Razlog je bio taj što je u CONVAIR kutijama s mlaznicama, grijačima, radijacijskim pločama i termoparovima CC udaljenost od samo 120 mm.Povratni zrak vratio se u puhala između kutija s mlaznicama.Dakle, protok povratnog zraka imao je loš utjecaj samo na širini manjoj od 60 mm.Ali uglavnom je to učinilo ovaj dizajn skupim.
U novijim, sadašnjim tehnologijama, konvekcijski mlazovi pušu u povratni tok zraka.To znači da termoparovi očitavaju temperaturu ova 2 miješana protoka zraka.Nadalje, opća temperatura peći na mjestu svake matrice i utjecaj grijača mogu utjecati na očitanja termoelementa.Čisti povratni protok zraka iz grijača svake matrice najbolje bi pokazao temperaturu stakla na svakoj matrici.
Druga netočnost kontrole grijanja uzrokovana je činjenicom da konvekcijski mlazovi ne udaraju u staklo na željenoj temperaturi iz istog razloga;mlazovi se miješaju s povratnim protokom zraka.
Treći nedostatak je smanjena brzina zagrijavanja.Brzina konvekcijskih mlaznica smanjuje se povratnim protokom zraka.To značajno smanjuje brzinu zagrijavanja.
U mnogim konvekcijskim sustavima horizontalni protok zraka između mlaznica i stakla mijenja se s jednog mjesta na drugo.Često je povratni protok zraka 0 na središnjoj liniji peći i najveći na stranama peći.Stoga se učinak povratnog protoka zraka mijenja s jednog mjesta (matrice) peći na drugo.To situaciju čini još kompliciranijom.
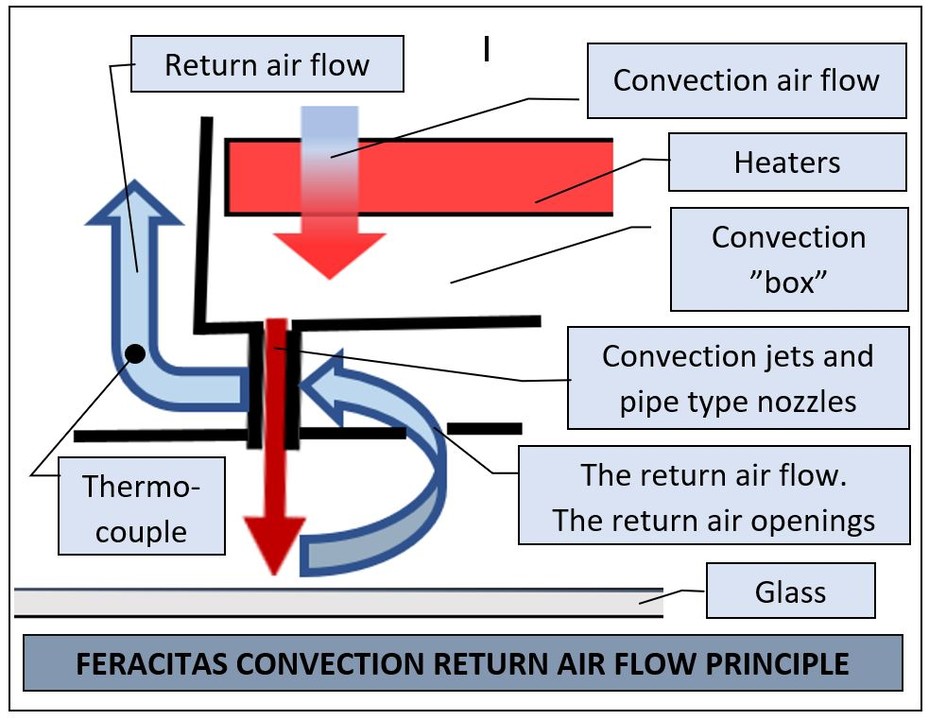
Feracitas ima patentiranu tehnologiju koja eliminira povratni protok zraka između mlaznica i stakla.Vodoravni povratni protok zraka postavljen je iznad ispušnih točaka mlaznica cijevi između mlaznica cijevi.To omogućuje mjerenje temperature protoka čistog povratnog zraka, matricu po matricu i pod utjecajem bilo koje druge temperature.Stoga je i detekcija temperature stakla vrlo točna.Ovo je vrlo važno posebno kada se kali kvalitetno staklo, jer se staklo ne smije pregrijavati.
Kada se koristi ovaj sustav, izlazak stakla iz peći u kaljenje može se pokrenuti temperaturom povratnog toka zraka, koja je vrlo precizno međusobno povezana s temperaturom stakla u peći, matricu po matricu.Parametar kontrole vremena grijanja može se eliminirati, čineći rad puno lakšim, praktički automatskim.Također smanjuje lomljenje stakla, koje je uzrokovano prehladnim staklom u dijelu za kaljenje.Ako je, na kraju vremena grijanja, neki od protoka povratnog zraka matrice(a) hladniji nego u drugim područjima, to znači da je staklo također hladnije na istoj lokaciji.U tom slučaju zagrijavanje konvekcijskog zraka može se nastaviti 1 ili više oscilacija u tim matricama.Na taj način se može eliminirati izlazak prehladnih stakala na kaljenje i smanjiti lomljenje.
Također je vrlo jasno da preciznije mjerenje temperature stakla povećava kvalitetu stakla.Kako je sve, također i brzina konvekcijskih puhala zraka, pokrenuto prosječnom temperaturom peći, proces konvekcije se vrlo ponavlja od jednog opterećenja do drugog.Sve serije stakla imaju vrlo slične, automatski, prema recepturi za svaku vrstu i debljinu stakla.
Vrijeme objave: 28. prosinca 2020