
 Modern konveksiyon teknolojileri 20 yılı aşkın bir süredir üretilmektedir.Gerçekten çok iyi olan konveksiyon sistemi tesadüfen geliştirildi.Tamglass Engineering, HTF'nin ünlü radyasyonlu ısıtma fırınını kullanıyor ve buna yüksek konveksiyonu ekliyordu.Fırına Konveksiyon ve Işınlama kelimelerinden gelen “CONVAIR” adı verildi.
Modern konveksiyon teknolojileri 20 yılı aşkın bir süredir üretilmektedir.Gerçekten çok iyi olan konveksiyon sistemi tesadüfen geliştirildi.Tamglass Engineering, HTF'nin ünlü radyasyonlu ısıtma fırınını kullanıyor ve buna yüksek konveksiyonu ekliyordu.Fırına Konveksiyon ve Işınlama kelimelerinden gelen “CONVAIR” adı verildi.
Neredeyse her şey doğruydu ama 3 çeşit eksik vardı ve hepsi farklı iş sektörlerindendi.
1. Teknik eksiklik gerçek MATRIX ısıtma sistemine sahip olmamasıydı.Ancak CONVAIR'in fırın genişliği boyunca çok iyi bir ısıtma profili vardı.
2. Üretim için gerekli olan çok miktarda maliyetli malzeme ve çok fazla iş gücü nedeniyle konveksiyonun maliyeti çok yüksekti.
3. Üretimi maliyetli olan ancak mükemmel ve etkili konveksiyonun nedeni olmayan konu için patent başvurusu yapıldı.Şirketin konveksiyon havasını nasıl ısıtacağının patentini almış olması gerekirdi.Tek başına bu patent bile CONVAIR'e bu üstün teknolojiyi bugüne kadar tedarik etme konusunda 20 yıllık münhasır hak verecekti.Ve bu mükemmel süreci gerçekleştirmenin daha ucuz yollarını geliştirin.Artık rakipler aynı süreci daha ucuz bir şekilde geliştirmeye başlayabildiler.
1996'dan bu yana pek çok gelişme, hata ve buluş gerçekleşti. İlginç bir gelişme, konveksiyon hava akışını iki katına çıkararak performansı artırmaya çalışmaktı.Bu alıştırma CONVAIR performansına herhangi bir ekstra getirmedi.Bu başarısızlığı etkileyen başka değişiklikler de vardı.
Maliyetin azaltılmasında “kutu” tipi konveksiyon, pahalı, sıcak dirençli çelik malzeme miktarını ve imalat maliyetlerini de azaltmıştır.Bunun patenti 2000 yılı başında Feracitas tarafından alınmıştır.
Şimdiye kadar konveksiyon dönüş havası akışı, konveksiyon sürecini hassas bir şekilde kontrol etmek için sınırlı bir doğruluğa sahipti.Ayrıca, makul bir nedenden dolayı konveksiyon verimliliği azalır.Bunlar CONVAIR'de çok az yaşandı.Bunun nedeni CONVAIR nozul kutularında, ısıtıcılarda, radyasyon plakalarında ve termokupllarda CC mesafesinin sadece 120 mm olmasıydı.Dönüş havası, nozül kutuları arasındaki fanlara geri döndü.Bu nedenle, geri dönüş havası akışının yalnızca 60 mm'den daha az genişlikte kötü etkisi oldu.Ancak esas olarak bu, bu tasarımı pahalı hale getirdi.
Daha yeni, mevcut teknolojilerde konveksiyon jetleri dönüş havası akışına üfler.Bu, termokuplların bu 2 karışık hava akışının sıcaklığını okuduğu anlamına gelir.Ayrıca, her matrisin konumundaki fırının genel sıcaklığı ve ısıtıcıların etkisi, termokupl okumalarını etkileyebilir.Her matrisin ısıtıcılarından gelen saf geri dönüş havası akışı, her matristeki camın sıcaklığını en iyi şekilde gösterecektir.
Isıtma kontrolünün ikinci yanlışlığı, aynı nedenle konveksiyon jetlerinin istenilen sıcaklıkta cama çarpmamasından kaynaklanmaktadır;jetler dönüş hava akışıyla karıştırılır.
Üçüncü eksiklik ısıtma hızının azalmasıdır.Konveksiyon jetlerinin hızı dönüş havası akışıyla azalır.Bu, ısıtma hızını önemli ölçüde azaltır.
Birçok konveksiyon sisteminde nozüller ile cam arasındaki yatay hava akışı bir yerden diğerine değişir.Genellikle geri dönüş havası akışı fırının merkez hattında 0'dır ve fırın yanlarında en yüksektir.Bu nedenle, dönüş havası akışının etkisi fırının bir konumundan (matrisinden) diğerine değişir.Bu durumu daha da karmaşık hale getiriyor.
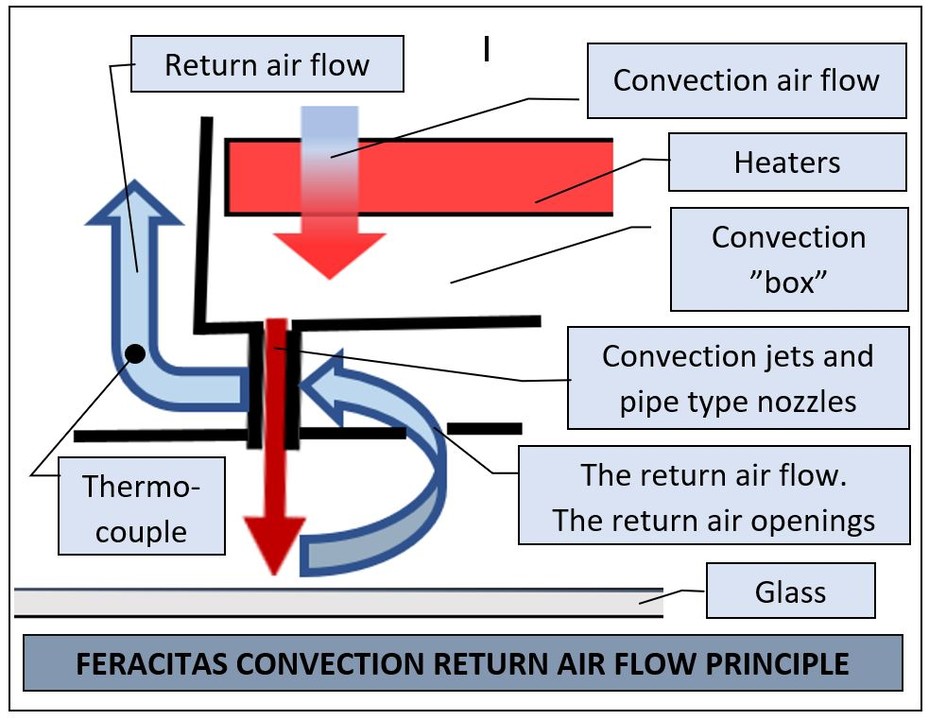
Feracitas, nozullar ile cam arasındaki geri dönüş hava akışını ortadan kaldıran patentli bir teknolojiye sahiptir.Yatay geri dönüş havası akışı, boru nozulları arasındaki boru nozülü egzoz noktalarının üzerinde düzenlenir.Bu, saf geri dönüş havası akışının sıcaklığının matris bazında ve diğer sıcaklıklardan etkilenerek ölçülmesini sağlar.Bu nedenle cam sıcaklığı tespiti de oldukça doğrudur.Bu, özellikle yüksek kaliteli cam temperlendiğinde çok önemlidir çünkü camın aşırı ısıtılmaması gerekir.
Bu sistem kullanıldığında, camın fırından temperlemeye çıkışı, fırın içindeki cam sıcaklığı ile matris matris arasında çok hassas bir şekilde birbirine bağlanan geri dönüş hava akışının sıcaklığı ile başlatılabilir.Isıtma süresi kontrol parametresi ortadan kaldırılabilir, bu da çalışmayı çok daha kolay hale getirir ve neredeyse otomatik hale getirir.Ayrıca temperleme bölümünde camın çok soğuk olmasından kaynaklanan cam kırılmasını da azaltır.Isıtma süresinin sonunda matris(ler)in bir kısmının dönüş havası akışı diğer bölgelere göre daha soğuksa bu, camın aynı yerde daha soğuk olduğu anlamına gelir.Bu durumda konveksiyon havasının ısıtılması bu matrislerde 1 veya daha fazla salınımla devam ettirilebilir.Bu sayede çok soğuk camların temperlemeye çıkışı ortadan kaldırılabilir ve kırılma azaltılabilir.
Daha doğru cam sıcaklığı ölçümünün cam kalitesini arttırdığı da çok açıktır.Konveksiyonlu hava üfleyicilerin hızı da dahil olmak üzere her şey fırının ortalama sıcaklığı tarafından başlatıldığından, konveksiyon süreci bir yükten diğerine çok tekrarlanır.Tüm cam partileri, her bir cam türü ve kalınlığı için tarife göre otomatik olarak çok benzerdir.
Gönderim zamanı: 28 Aralık 2020