
 Современные конвекционные технологии производятся уже более 20 лет.Настоящая, очень хорошая система конвекции была разработана случайно.При этом использовалась известная печь радиационного нагрева компании Tamglass Engineering, HTF, а также добавлялась к ней высокая конвекция.Печь получила название «CONVAIR», происходящее от слов КОНВЕКЦИЯ И ОБЛУЧЕНИЕ.
Современные конвекционные технологии производятся уже более 20 лет.Настоящая, очень хорошая система конвекции была разработана случайно.При этом использовалась известная печь радиационного нагрева компании Tamglass Engineering, HTF, а также добавлялась к ней высокая конвекция.Печь получила название «CONVAIR», происходящее от слов КОНВЕКЦИЯ И ОБЛУЧЕНИЕ.
В нем было почти все правильно, но было 3 недостатка, все из разных секторов бизнеса.
1. Технический недостаток заключался в том, что в нем не было настоящей системы отопления MATRIX.Однако CONVAIR имел очень хороший профиль нагрева по всей ширине печи.
2. Стоимость конвекции была очень высокой из-за большого количества дорогостоящего материала и большого труда, необходимого для изготовления.
3. Патент подан на предмет, который лишь был дорогостоящим в производстве, но не являлся причиной отличной и эффективной конвекции.Компания должна была запатентовать способ нагрева конвекционного воздуха.Один только этот патент дал бы CONVAIR 20 лет эксклюзивного права на поставку этой превосходной технологии вплоть до наших дней.И разработать более дешевые способы осуществления этого превосходного процесса.Теперь конкуренты смогли начать разработку того же процесса более дешевым способом.
С 1996 года было совершено множество разработок, ошибок и изобретений. Одним из интересных разработок была попытка улучшить производительность за счет удвоения потока конвекционного воздуха.Это упражнение не принесло никаких дополнительных результатов в производительность CONVAIR.Были и другие изменения, которые повлияли на этот провал.
В целях снижения затрат конвекция «коробчатого» типа позволила сократить количество дорогостоящих жаропрочных стальных материалов и затраты на изготовление.Он был запатентован компанией Feracitas в начале 2000 года.
До сих пор конвекционный возвратный поток воздуха имел ограниченную точность, позволяющую точно контролировать процесс конвекции.Также по разумной причине снижается эффективность конвекции.В CONVAIR таких случаев было очень мало.Причина заключалась в том, что в сопловых коробках CONVAIR, нагревателях, радиационных пластинах и термопарах CC расстояние составляет всего 120 мм.Возвратный воздух возвращался к воздуходувкам между сопловыми коробками.Таким образом, обратный поток воздуха имел плохое влияние только при ширине менее 60 мм.Но главным образом это сделало данную конструкцию дорогой.
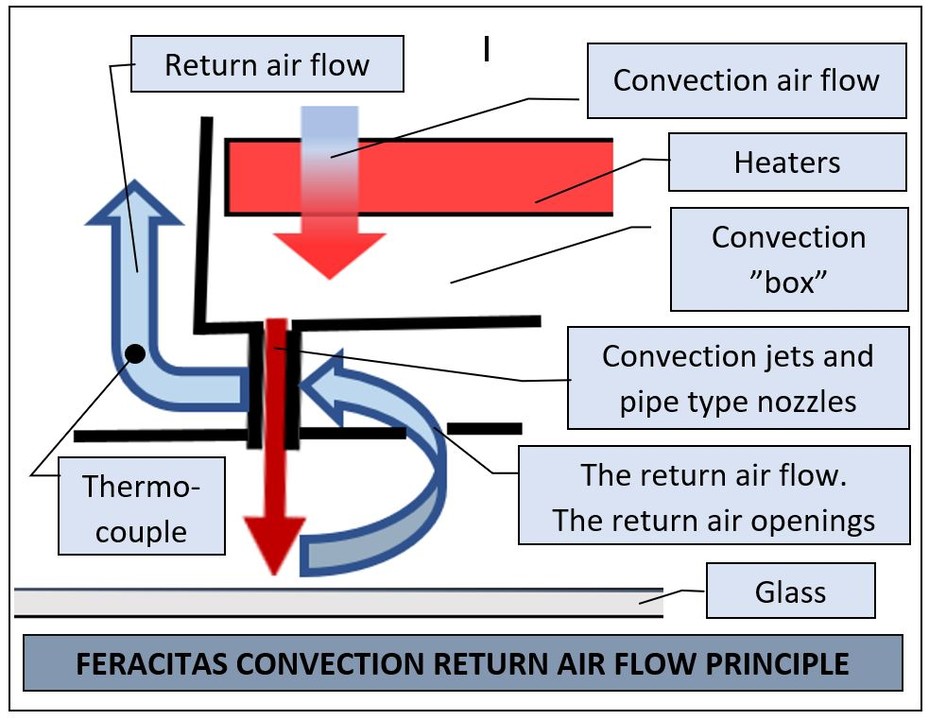
В более новых современных технологиях в возвратный поток воздуха вдуваются конвекционные струи.Это означает, что термопары считывают температуру этих двух смешанных потоков воздуха.Кроме того, на показания термопары может влиять общая температура печи в месте расположения каждой матрицы и влияние нагревателей.Чистый возвратный поток воздуха от нагревателей каждой матрицы лучше всего укажет температуру стекла в каждой матрице.
Вторая неточность регулирования нагрева вызвана тем, что по той же причине конвекционные струи не достигают стекла нужной температуры;струи смешиваются с возвратным потоком воздуха.
Третий недостаток – сниженная скорость нагрева.Скорость конвекционных струй снижается за счет обратного потока воздуха.Это значительно снижает скорость нагрева.
Во многих конвекционных системах горизонтальный поток воздуха между соплами и стеклом меняется от одного места к другому.Часто поток возвратного воздуха равен 0 по центральной линии печи и максимальным по бокам печи.Таким образом, эффект обратного воздушного потока меняется от одного места (матрицы) печи к другому.Это усложняет ситуацию.
Feracitas имеет запатентованную технологию, которая исключает обратный поток воздуха между форсунками и стеклом.Горизонтальный возвратный поток воздуха расположен над выходными точками патрубков труб между патрубками труб.Это позволяет измерять температуру чистого возвратного воздуха по матрице и зависеть от любой другой температуры.Таким образом, определение температуры стекла также является очень точным.Это очень важно, особенно если закалено качественное стекло, поскольку стекло не должно перегреваться.
При использовании этой системы выход стекла из печи в закалку может быть инициирован температурой обратного воздушного потока, которая очень точно взаимосвязана с температурой стекла в печи, матрица за матрицей.Параметр управления временем нагрева можно исключить, что значительно упрощает работу и делает ее практически автоматической.Это также уменьшает вероятность разрушения стекла, вызванного слишком холодным стеклом в секции закалки.Если в конце периода нагрева поток возвратного воздуха в некоторых матрицах оказывается холоднее, чем в других зонах, это означает, что стекло также холоднее в том же месте.В этом случае нагрев конвекционного воздуха может продолжаться 1 или более колебаний в этих матрицах.Таким образом можно исключить выход слишком холодных стекол на закалку и уменьшить их поломку.
Также совершенно очевидно, что более точное измерение температуры стекла повышает качество стекла.Поскольку все, включая скорость конвекционных воздуходувок, инициируется средней температурой печи, процесс конвекции очень повторяется от одной загрузки к другой.Все партии стекла очень похожи, автоматически, в соответствии с рецептурой для каждого типа и толщины стекла.
Время публикации: 28 декабря 2020 г.